리가
LIGA


LIGA는 높은 예상 비율의 마이크로 구조물을 만드는 데 사용되는 제작 기술이다. 이 용어는 리토그래피, 갈바노포름, 압포름 – 석판, 전기 도금 및 성형 –의 독일어 약어다.
개요
LIGA는 석판, 전기 도금, 몰딩의 세 가지 주요 처리 단계로 구성된다. 싱크로트론에서 생산한 X선을 이용해 고경사비 구조를 만드는 X-Ray LIGA와 자외선을 이용해 상대적으로 가로 세로 비율이 낮은 구조를 만드는 접근성이 뛰어난 UV LIGA 등 두 가지 주요 LIGA 조립 기술이 있다.
X선 LIGA 조립식 구조물의 주목할 만한 특징은 다음과 같다.
- 100:1의 높은 가로 세로 비율
- 89.95°의 순서에 따라 측면 각도를 갖는 평행 측면 벽
- = 10nm로 부드러운 측면 벽면, 광학 미러에 적합
- 수십 마이크로미터에서 수 밀리미터까지의 구조 높이
- 센티미터의 거리에 걸친 마이크로미터의 순서에 대한 구조적 세부 사항

엑스레이 리가
마이크로 공학은 연구소 Microstru에 이름을 바꾸는 1980년대 초반[1]팀에서 어윈 윌리 베커와 볼프강 Ehrfeld의 원자력 연구소 공정에(공업 für Kernverfahrenstechnik, IKVT)이 소속 원자력 연구 센터에서 지도 하에 개발되었다 X선 LIGA은 제조 공정.ctuKIT(Karlsruhe Technology Institute Für Mikrostrutturtechnik, IMT)의 리 테크놀로지. LIGA는 가로 방향 정밀도가 1마이크로미터 이하인 고경사율 구조물(넓이보다 훨씬 높은 구조물)의 주문형 제조를 가능하게 한 최초의 주요 기법 중 하나이다.
이 과정에서 X선 감응성 고분자 포토레시스트(일반적으로 PMMA)가 전기 전도성 기질에 접합되며, 강한 X선 흡수 물질로 부분적으로 덮인 마스크를 통해 싱크로트론 방사선 선원의 고에너지 X선의 평행 빔에 노출된다. 노출된(또는 노출되지 않은) 포토레시스트를 화학적으로 제거하면 3차원 구조가 되는데, 이는 금속의 전착에 의해 채워질 수 있다. 저항은 화학적으로 벗겨져 금속성 곰팡이 삽입물을 만든다. 몰드 인서트는 사출 성형을 통해 폴리머나 세라믹으로 부품을 제작하는 데 사용할 수 있다.
LIGA 기법의 고유값은 심층 X선 석판술(DXRL)을 사용하여 얻은 정밀도다. 이 기법은 다양한 재료(금속, 플라스틱, 세라믹)에서 가로 세로 비율이 높고 정밀도가 높은 마이크로 구조물을 제작할 수 있게 한다. 그것의 많은 실무자들과 사용자들은 싱크로트론 시설과 연관되어 있거나 근처에 위치해 있다.
UV 리가
UV LIGA는 수은등과 같은 값싼 자외선 광원을 이용하여 폴리머 포토레시스트(일반적으로 SU-8)를 노출시킨다. 광학 마스크에서는 가열과 투과율이 문제가 되지 않기 때문에 기술적으로 정교한 X선 마스크로 간단한 크롬 마스크를 대체할 수 있다. 이러한 복잡성의 감소는 UV LIGA의 상대적인 X선보다 훨씬 저렴하고 접근성이 더 좋아지게 한다. 그러나 UV LIGA는 정밀 금형 제작에 효과적이지 않기 때문에 비용을 낮게 유지해야 하고 매우 높은 가로 세로 비율이 필요하지 않을 때 사용한다.
공정내역

마스크
X선 마스크는 투명 Low-Z 캐리어, 패턴이 있는 High-Z 흡수기, 정렬 및 열 제거를 위한 금속 링으로 구성된다. X선 노출로 인한 극한의 온도 변화로 인해 캐리어를 열전도율이 높은 소재로 제작해 열 구배율을 낮춘다. 현재 유리탄과 흑연은 옆벽의 거칠기를 현저히 줄여주기 때문에 최고의 재료로 평가되고 있다. 실리콘, 질화규소, 티타늄, 다이아몬드 등도 캐리어 기판으로 사용 중이지만, 필요한 얇은 막이 상대적으로 깨지기 쉽고, 가장자리 형광으로 인해 티타늄 마스크가 날카로운 특징을 둥글게 하는 경향이 있어 선호하지는 않는다. 흡수제는 금, 니켈, 구리, 주석, 납 및 기타 X선 흡수 금속이다.
마스크는 여러 가지 패션으로 제작될 수 있다. 가장 정확하고 값비싼 마스크는 전자 빔 석판술에 의해 만들어진 것으로, 저항 4 µm 두께는 0.1 µm, 저항 20 µm 두께는 3 µm 정도의 해상도를 제공한다. 중간 방법은 도금된 포토마스크로, 3µm 해상도를 제공하며 마스크당 1000달러의 주문으로 원가로 아웃소싱할 수 있다. 가장 비용이 적게 드는 방법은 직접 광마스크로, 80 µm 두께의 저항으로 15 µm 분해능을 제공한다. 요약하면, 마스크의 가격은 1,000달러에서 20,000달러 사이일 수 있고 배송에는 2주에서 3개월 정도 걸릴 수 있다. 시장의 규모가 작기 때문에, 각 LIGA 그룹은 전형적으로 자신만의 마스크 제작 능력을 가지고 있다. 향후 마스크 생성 경향에는 지름 100mm~150mm의 대형 포맷과 더 작은 형상 크기가 포함된다.
기질
시작 재료는 실리콘 웨이퍼나 베릴륨, 구리, 티타늄 등의 광택 원반과 같은 평판 기질이다. 기판은 이미 전기적으로 전도성이 있는 것은 아니지만 일반적으로 스퍼터링이나 증발을 통해 전도성 도금 베이스로 덮여 있다.
높은 예상 비율 구조의 제작에는 수직 측면벽으로 금형을 형성할 수 있는 포토레지스트를 사용해야 한다. 따라서 광자극자는 선택성이 높아야 하며 두꺼운 층으로 적용할 때 상대적으로 스트레스가 없어야 한다. 일반적인 선택인 폴리(PMMA)는 PMMA의 프리캐스트 고분자 중량 시트를 기판 위의 도금 베이스에 부착하는 글루다운 공정에 의해 기질에 적용된다. 그런 다음 적용된 포토레시스트는 X선 노출에 의한 패턴 전달에 앞서 플라이 커터에 의해 정확한 높이까지 밀링된다. 층이 상대적으로 스트레스를 받지 않아야 하기 때문에 주물 등의 대체 방법보다 이 풀다운 공정이 선호된다. 또한 플라이 커터에 의한 PMMA 시트를 절단하려면 광자극자의 응력과 광자극이 발생하지 않도록 구체적인 작동 조건과 도구가 필요하다.[citation needed]
노출
LIGA의 핵심 기술은 고출력 고시준 X선을 방출할 수 있는 싱크로트론이다. 이 높은 콜리메이션은 다른 X선 선원에서 발생하는 음경 흐림 없이 마스크와 기질 사이에 비교적 큰 거리를 허용한다. 전자 저장 링이나 싱크로트론에서는 자기장이 전자를 수축시켜 원형 경로를 따라가고 전자의 방사상 가속은 전자기 방사선을 전방으로 방출하게 한다. 따라서 방사선은 전방 방향에서 강하게 시준되며 석판 목적을 위해 평행하다고 가정할 수 있다. 가용 시준된 X선의 플럭스가 훨씬 높기 때문에 노출 시간이 단축될 수 있다. LIGA 피폭에 대한 광자 에너지는 대략 2.5와 15 keV 사이에 분포한다.
광학 석판술과 달리 상선량, 하선량 및 임계선량으로 식별되는 여러 피폭 한계가 있으며, 이 한계치는 적절한 피폭에 대해 실험적으로 결정되어야 한다. 피폭은 바닥 선량, 광자 잔류물이 남아 있는 피폭 및 광자 발생자가 거품을 내는 피폭인 상단 선량의 요건을 충족하기에 충분해야 한다. 임계 선량은 노출되지 않은 저항이 공격받기 시작하는 피폭이다. PMMA의 불감증 때문에 500µm 두께의 PMMA에 대한 일반적인 노출 시간은 6시간이다. 노출 중에는 프레스넬 회절, 마스크와 기질 형광, 오거 전자와 광전자의 생성과 같은 2차 방사선 효과가 과다 노출로 이어질 수 있다.
노출 중에 X선 마스크와 마스크 홀더는 X선 흡수에 의해 직접 가열되고 질소 제트의 강제 대류에 의해 냉각된다. PMMA 저항의 온도 상승은 주로 기판에서 저항으로 역방향으로, 마스크 플레이트에서 내부 캐비티 공기를 통해 저항으로 전진하며 X선 흡수가 3차적이다. 열효과는 내열성에 의한 화학적 변화, 기하학적 의존적 마스크 변형이 포함된다.
개발
높은 예상 비율 구조물의 경우 저항 개발자 시스템은 노출 및 비노출 영역의 분해 비율 1000:1을 가져야 한다. 경험적으로 최적화된 표준 개발자는 테트라하이드로-1,4-옥사진(20%), 2-아미노에탄올-1(5%), 2-(2-부톡시예트호옥시)에탄올(60%), 물(15%)을 혼합한 것이다. 이 개발자는 기존 PMMA 개발자에 비해 용해율의 필요 비율을 제공하고 팽창으로 인한 응력 관련 균열을 감소시킨다. 발달 후 기질은 탈이온수로 헹구고 진공에서 말리거나 회전하여 말린다. 이 단계에서 PMMA 구조는 최종 제품(예: 광학 부품)으로 출시하거나 후속 금속 증착을 위한 금형으로 사용할 수 있다.
전기 도금
전기 도금 단계에서 니켈, 구리 또는 금은 금속화된 기질에서 제거된 광자극자가 남긴 공극으로 위쪽으로 도금된다. 전해질 셀에서 발생하며, 전류 밀도, 온도, 용액을 세심하게 제어하여 적절한 도금이 이루어지도록 한다. KCl 용액에서 NiCl에서2 니켈 증착의 경우 Ni는 음극(금속화 기질)에 침전되고 Cl은2 양극에서 진화한다. PMMA 금형으로의 도금과 관련된 어려움에는 오염물질에서 수소 거품이 핵화되는 공극, 도금 용액이 광자를 공격하는 화학적 비호환성, 필름 응력으로 도금 층의 접착력이 떨어지는 기계적 비호환성이 포함된다. 이러한 어려움은 주어진 레이아웃에 대한 도금 화학 및 환경의 경험적 최적화를 통해 극복할 수 있다.
스트리핑
노출, 개발, 전기 도금 후 저항력이 벗겨진다. 나머지 PMMA를 제거하는 한 가지 방법은 기질을 홍수로 노출시키고 개발용액을 사용하여 저항을 깨끗하게 제거하는 것이다. 또는 화학 용제를 사용할 수 있다. 두꺼운 저항을 화학적으로 벗겨내는 것은 상온에서 아세톤으로 2~3시간이 걸리는 긴 과정이다. 다층 구조에서는 폴리머 기반 캡슐렌트로 구조물을 역충전하여 부식으로부터 금속층을 보호하는 것이 일반적이다. 이 단계에서 금속 구조물은 기질(예: 마이크로파 회로)에 그대로 두거나 최종 제품(예: 기어)으로 방출할 수 있다.
복제
박리 후 출시된 금속성 부품은 스탬프나 사출 성형과 같은 표준 복제 수단을 통해 대량 복제에 사용할 수 있다.
상용화
1990년대에, LIGA는 최첨단 MEMS 제작 기술로, 그 기술의 독특한 다재다능함을 보여주는 구성품들의 디자인이 되었다. 이후 LIGA 과정을 사용하기 시작한 몇몇 회사들은 사업 모델을 바꾸었다(예: Steag 마이크로파트가 Boehringer Ingelheim microParts, Mezzo Technologies가 됨). 현재는 HT마이크로와 마이크로웨이크 두 회사만이 다른 경쟁적인 제작 기술의 한계로부터 혜택을 받으며 LIGA에서 작업을 계속하고 있다. UV LIGA는 낮은 생산비 때문에 스위스의 테칸, 테미콘, 미모텍 등 몇몇 회사가 더 광범위하게 고용하고 있으며, 이들은 니켈과 니켈-인스포러스로 만든 금속 부품을 스위스 시계 시장에 공급하고 있다.
갤러리
아래는 날짜별로 배열된 LIGA 조립식 구조물의 갤러리 입니다.

2x2 광학 스위치의 활성 부품, 정전식 액추에이터만 표시됨

LIGA 마이크로스펙트럼계를 위한 몰딩 공구의 세부 사항.
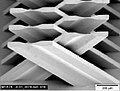
SU8 폴리머로 만든 X선 굴절 X선 렌즈. 이 패턴은 마스크와 기판을 빔에 +-45°씩 두 번 기울여서 만들어진다.




메모들
- ^ a b Becker, E. W.; Ehrfeld, W.; Münchmeyer, D.; Betz, H.; Heuberger, A.; Pongratz, S.; Glashauser, W.; Michel, H. J.; Siemens, R. (1982). "Production of Separation-Nozzle Systems for Uranium Enrichment by a Combination of X-Ray Lithography and Galvanoplastics". Naturwissenschaften. 69 (11): 520–523. doi:10.1007/BF00463495.
- ^ "Electroforming process". Retrieved 12 November 2018.
- ^ Forman, Michael A. (2006). "Low-loss LIGA-fabricated coplanar waveguide and filter". 2006 Asia-Pacific Microwave Conference. pp. 1905–1907. doi:10.1109/APMC.2006.4429780. ISBN 978-4-902339-08-6.
참고 항목
참조
- Madou, M. (2003). Fundamentals of Microfabrication. CRC. ISBN 978-0849308260.
- Saile, V. (2009). LIGA and its Applications. Wiley-VCH. ISBN 978-3-527-31698-4.


